
(
映维网Nweon
2024年11月18日
)对于MR头显,波导是一个备受青睐的选择。传统的解决方案主要是采用玻璃,但为了进一步改善设备形状参数和价格等方面,
微软
等厂商正在积极探索其他选择,比如说塑料。与传统的玻璃实施例相比,塑料波导更轻,抗性更强,以及成本更低。
在MR显示系统中,可作为反射光学元件(ROE)的塑料反射波导是使用软压印模具制造,其平行壁表面由注入到第一个模具中的液体热固性弹性体成型。通过采用弹性材料,软压印模具一旦固化就可以从模具中取出,不需要在模具中维护一个牵伸角。
可以利用软转印技术制造塑料反射波导,同时保持部分镜面表面的足够平行度,以实现镜面元件的级联阵列。
微软指出,与使用堆叠镀膜玻璃板的传统ROE设计相比,塑料反射波导使用的材料和工艺成本更低。另外,与传统的玻璃实施例相比,塑料反射波导重量更轻,更能抵抗用户操作和环境条件的损坏。
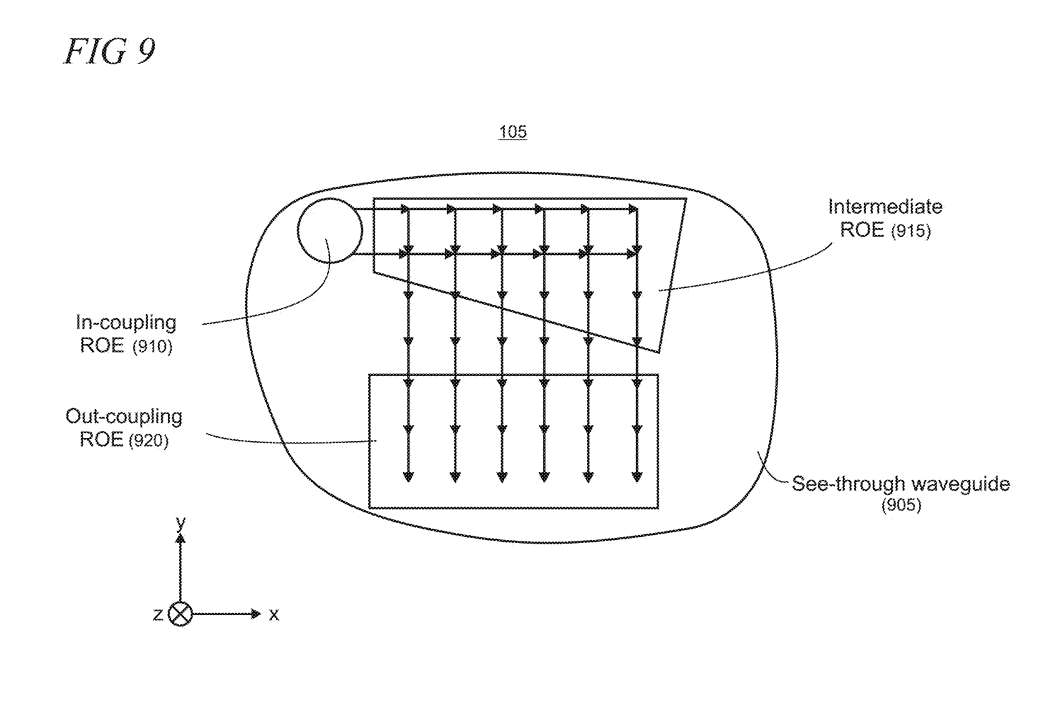
图9是反射光学元件ROE的视图。可作为棱镜实现的ROE 910接收来自显示引擎(未示出)的虚拟图像,并将其耦合到中间ROE 915,中间ROE 915水平扩展出瞳,并将虚拟图像光向下耦到耦出ROE 920。耦出ROE垂直扩展出瞳,并将虚拟图像光耦到用户的眼睛(未显示)。与耦入ROE的入瞳相比,出瞳在两个方向扩展。
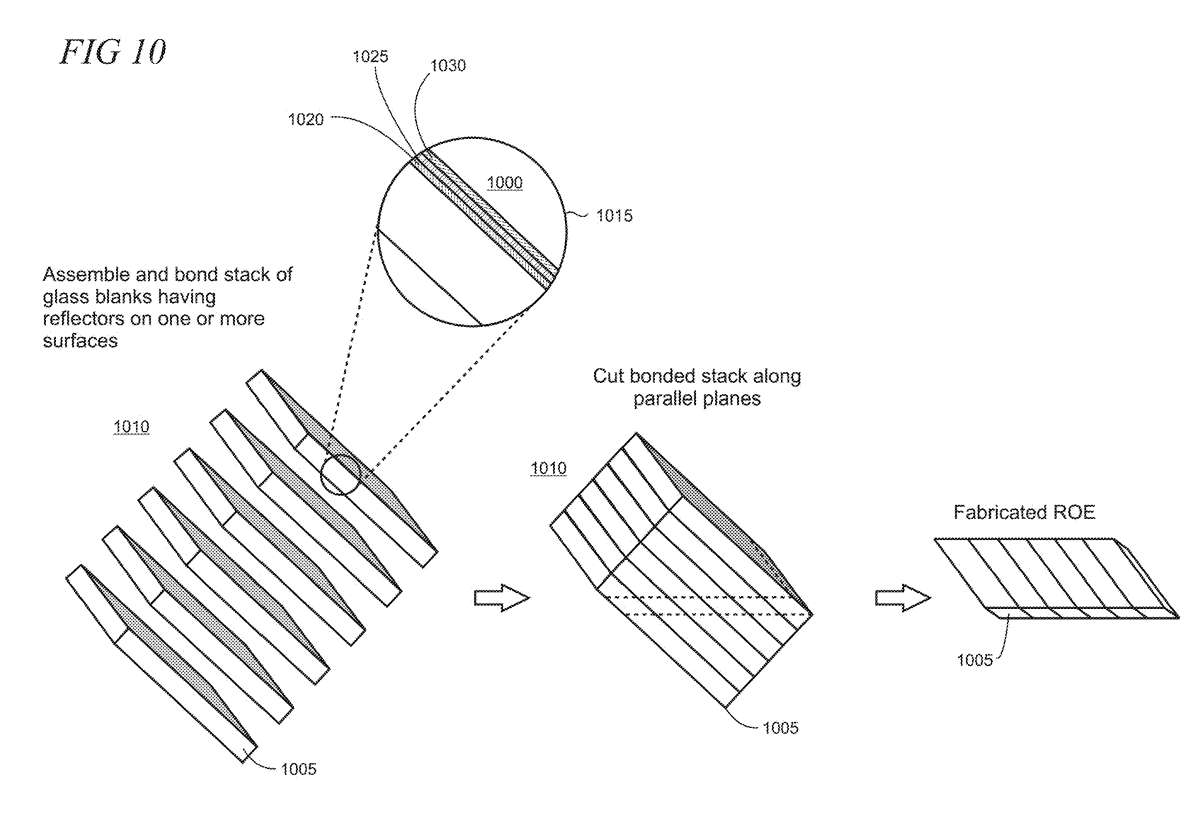
图10示出使用在一个或多个表面之上沉积有一层或多层薄膜的堆叠玻璃坯料的ROE的传统制造技术。
将玻璃片切割成大小和形状均匀的坯。所述薄板在切割前具有反射器,例如薄膜涂层,或者所述毛坯在切割后可单独具有反射器或涂层。1005表示坯料,在主要平面表面和/或外围边缘周围使用粘结剂组装成堆栈1010。切割、研磨和/或抛光步骤可以在毛坯、堆或ROE的制造和组装过程中选择性地使用。
堆栈1010沿平行平面以相对于堆栈轴的斜角切割,斜角适用于在成品ROE中实现所需的镜面元件倾斜量。在示例中,每个空白的上平面表面涂有薄膜涂层1000,薄膜涂层1000包含单层或多层介电材料,选择涂层组合物和厚度以提供所需的反射特性。
一般来说,为了简化制造和降低成本,减少层数是可取的。较厚的涂层可能会在ROE中产生应力,导致波导组合器中的应变,从而可能对对准和平整度产生负面影响(同时对显示质量产生负面影响)并降低可靠性。
尽管可以使用较厚的基板来减少应变并有助于保持对准和平坦度,但这种配置可能会导致波导组合器组件增加更多的重量。
采用上述叠层玻璃板的传统ROE在一系列的应用中通常表现令人满意。玻璃板在反射表面之间提供了一定程度的平行度。然而,用于制造堆叠玻璃ROE的材料和工艺通常十分昂贵,并且有时候玻璃材料可能太重或容易受到损坏。
为了提供最佳的用户舒适度和用户体验,重量最小化通常是头显设备的追求。
反射波导制造利用塑料材料和注射成型工艺,与堆叠玻璃相比可以节省大量成本。软转印为注塑成型部件提供零度牵伸角,从而在成品塑料反射波导中实现平行镜面表面。
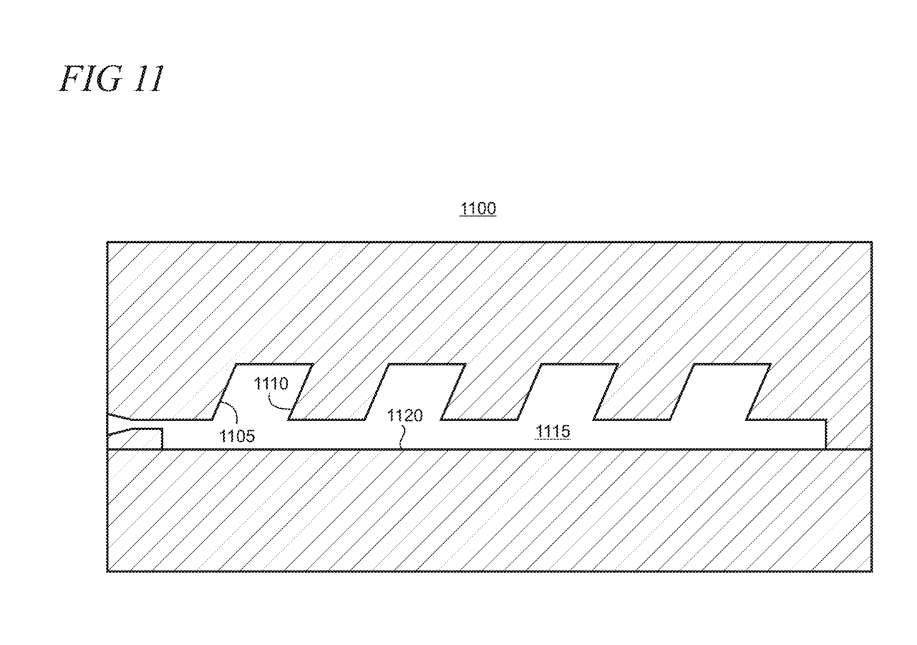
图11提供了可用于液体注射成型(LIM)工艺的第一注射模具1100。其主要用于模制软转移压印模具,并作为当前塑料反射波导制造中的一个步骤。
模具中的腔1115具有平行壁。腔1115包括横向延伸的基座部分1120,并且所述壁1105和1110相对于所述基座部分倾斜。倾斜的角度可以根据应用而变化。利用弹性材料,如硅,可以将软压印模具从模具中取出,而不需要在模具中维护一个牵伸角。

图12示出第一注射模1100,其中液体弹性体材料通过浇口1205注入,以使用LIM工艺成型软转移压印模具1210。液体弹性体材料通常包括热固性材料,然后在模具上加热固化。在特定应用中,热固化可以使用催化剂,如铂或其他合适的材料。用于成型软压印模具的可选工艺包括转移成型和压缩成型。
图13显示了从第一注射模1100中取出或弹出后使用LIM工艺成型的软压印模具1210。软压印模具可选择性地进行各种二次制造工艺,如修整或其他适当的精加工。在典型的应用中,软转移压印模具配置具有足够的耐用性,可以在多个成型过程中重复使用。
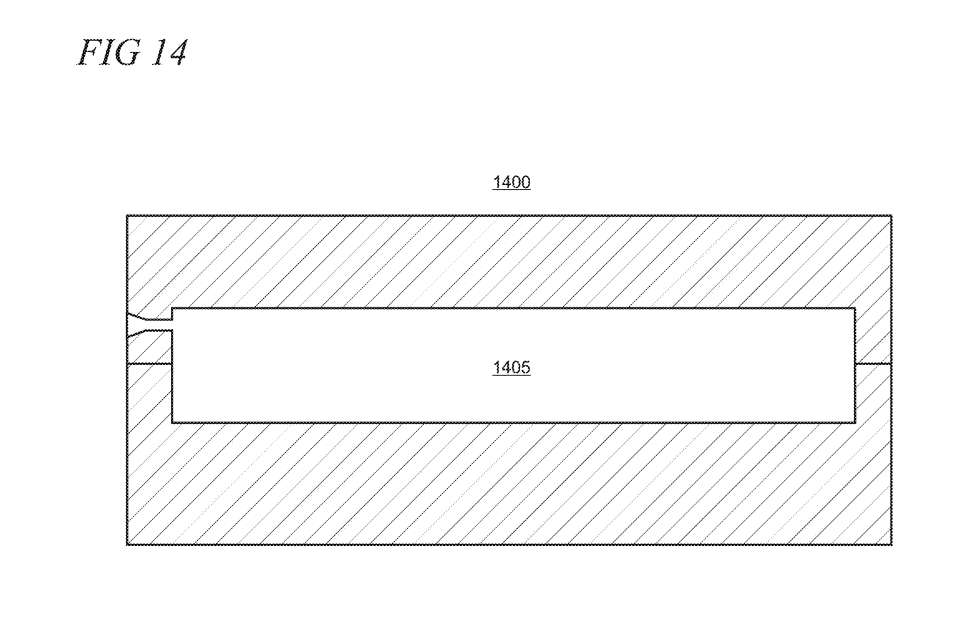
图14示出第二注射模1400,第二注射模1400具有可用于热塑性注射成型工艺的腔体1405,并作为制造塑料反射波导的另一个步骤。
在一个说明性示例中,第二注射模具用于双注射成型工艺,其中塑料反射波导是使用同一模具的两个单独的注射成型工艺生产。相应地,模具设置为与两个注射单元、浇口/浇口和成型工艺相互作用。替代生产过程的两枪成型包括覆盖成型,通常利用单独的模具热塑性注塑成型的每个阶段。
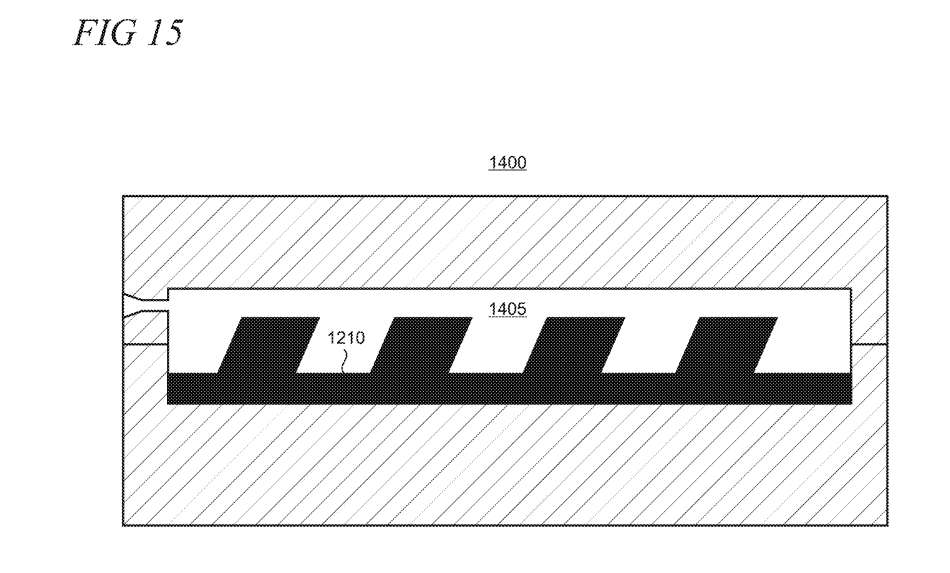
图15示出第二注射模1400,其中软转移压印模具1210定位为插入腔1405的镶件。通过栅极1610注入光学级热塑性塑料1605,以模制塑料反射波导的基部,如图16所示。通常,光学级热塑性塑料是透明的(即光学透明),以最大限度地提高显示系统的透视能力。
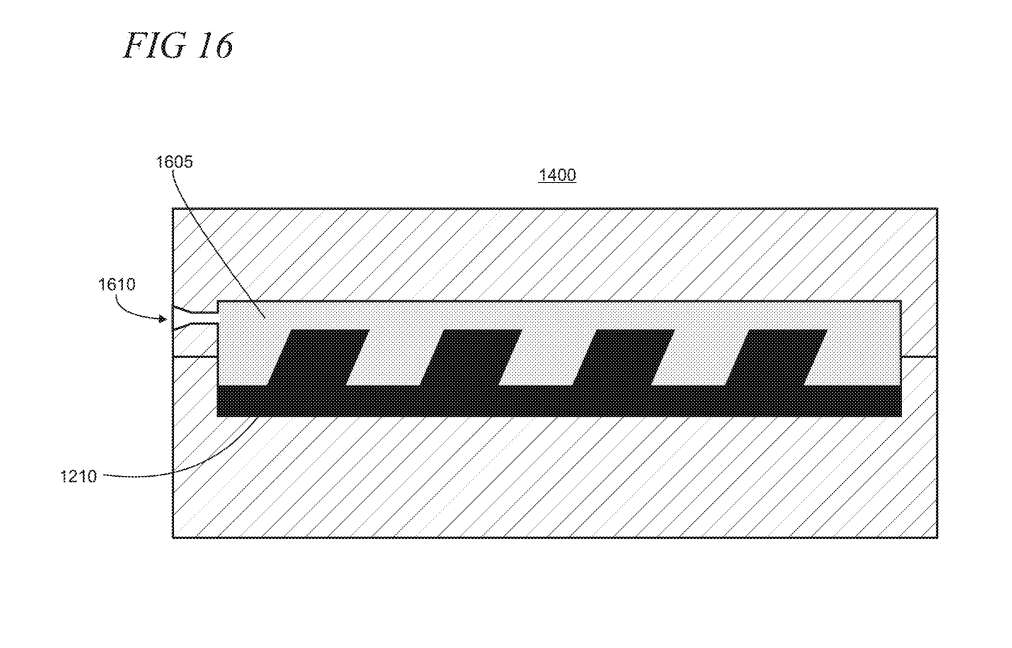
图17示出塑料反射波导的基部1705。由于软转印压印模具是用零度牵伸角的平行壁进行成型,所以基准部分的壁保持高度平行。在特定应用中,基部从第二个注射模具1400中弹出(图14)并经受二次制造工艺,如修整、涂层和/或其他合适的精加工工艺。
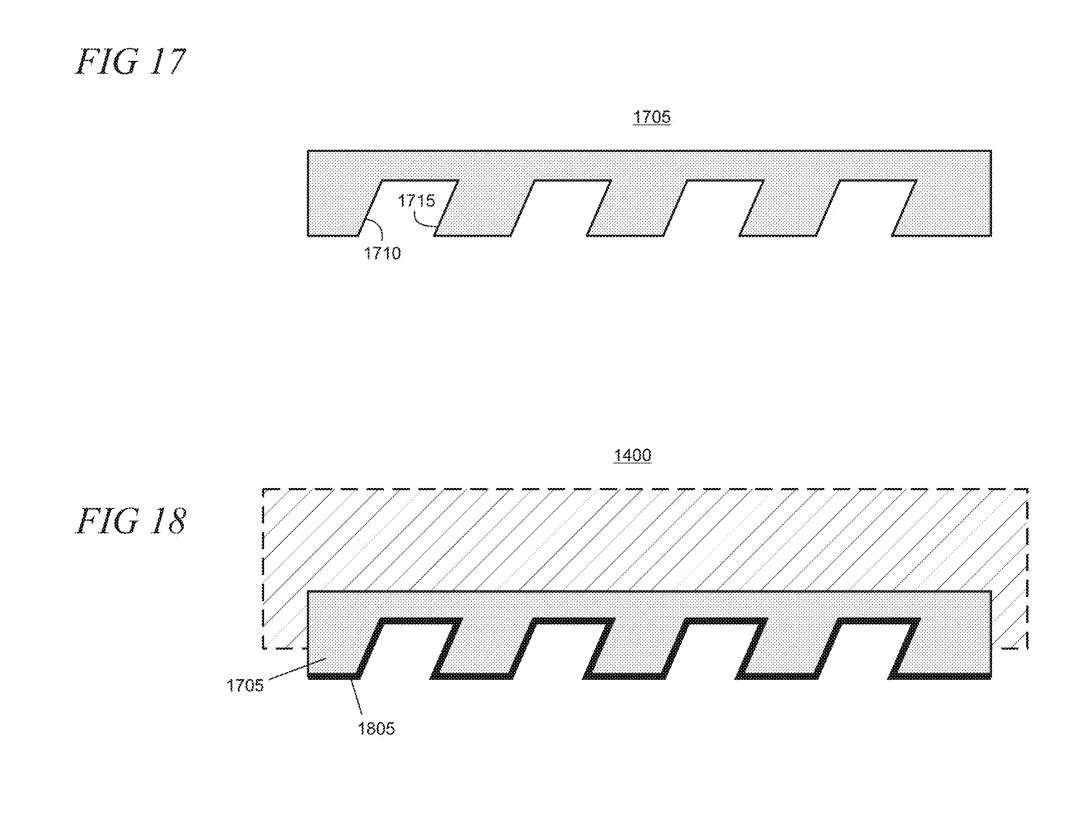
在本示例中,基部1705保留在模具中,而模具配置为一旦热塑性材料冷却和硬化即可打开,从而能够去除软转移压印模具,暴露部件,以应用部分反射涂层1805,如图18所示。
部分反射涂层1805通常包括薄膜涂层。合适的薄膜涂层通常包括各种介电材料层。
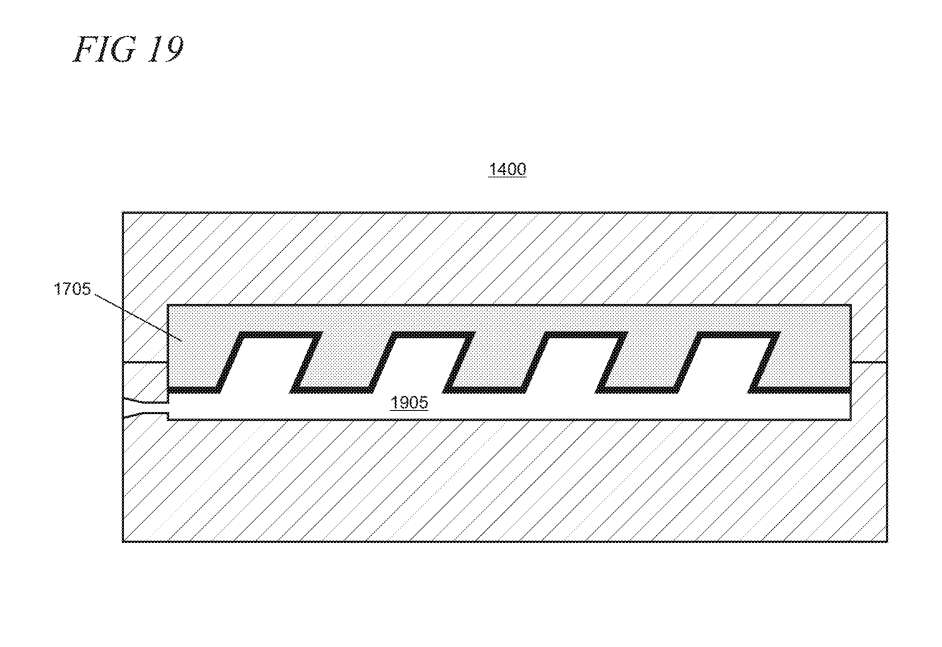
图19显示了第二注射模1400,在开始第二热塑性注射成型工艺以在第二注射腔1905中塑造第二零件之前,将反射波导的涂层基件1705放置在第二注射模1400中。
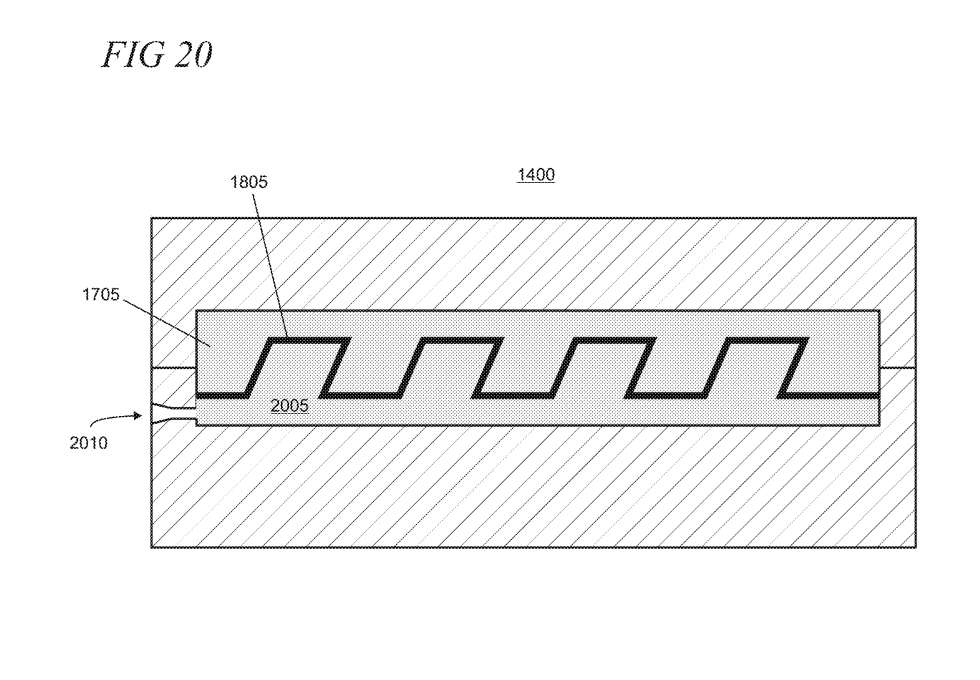
图20显示了第二注射模具,通过栅极2010将光学级热塑性塑料2005注入其中,以塑造反射波导的次要部分。
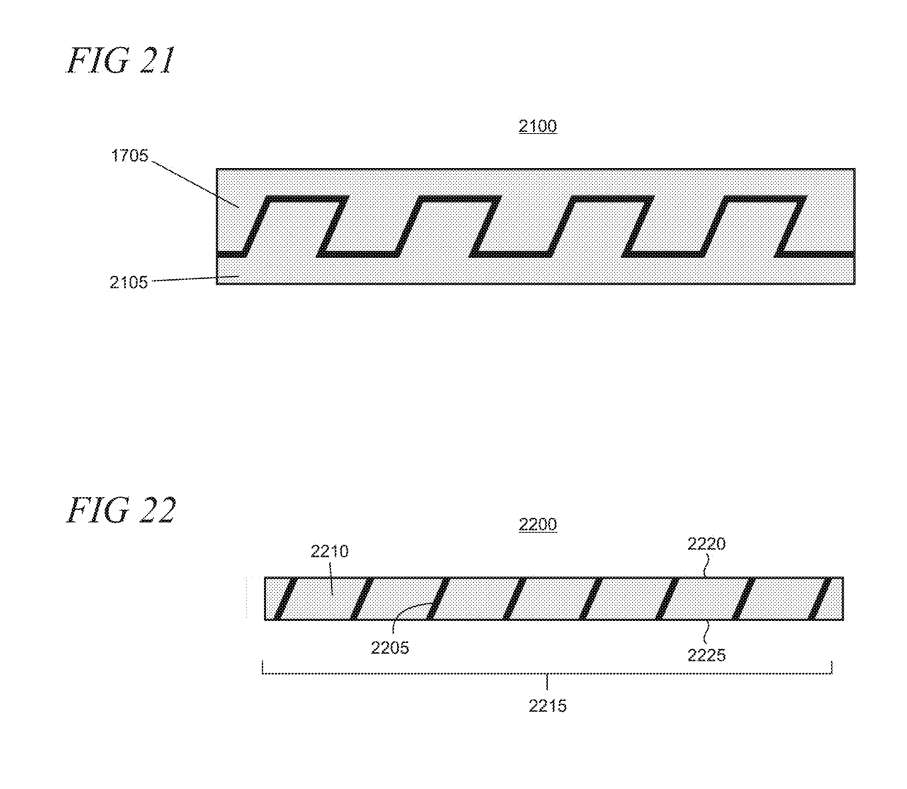
图21显示了在进行二次制造工艺之前从第二注射模中弹出的说明性原塑料反射波导2100。原塑料反射波导包括基部1705和辅助部2105。两个零件一般在零件之间的界面处用机械粘合,并且可以在成型零件上添加各种结构和细节以增强机械粘合。另外,在特定应用中,基部可以在涂层过程之后进行额外的表面处理,以提供一定程度的化学键合。
图22示出经过二次加工后的说明性成品塑料反射波导2200。过程包括一个或多个切割、修整、研磨、抛光或类似的过程,以获得具有所需表面光洁度的完整塑料反射波导的最终尺寸和形状因子。
如图所示,基片的主要平面(即大面积)表面和次要部分(即成品塑料反射波导的上下表面)是平行的,以便于其在TIR中传播。所述塑料反射波导包括嵌入在光学基板2210中的镜面元件。所述镜面元件排列形成一个串联阵列2215。
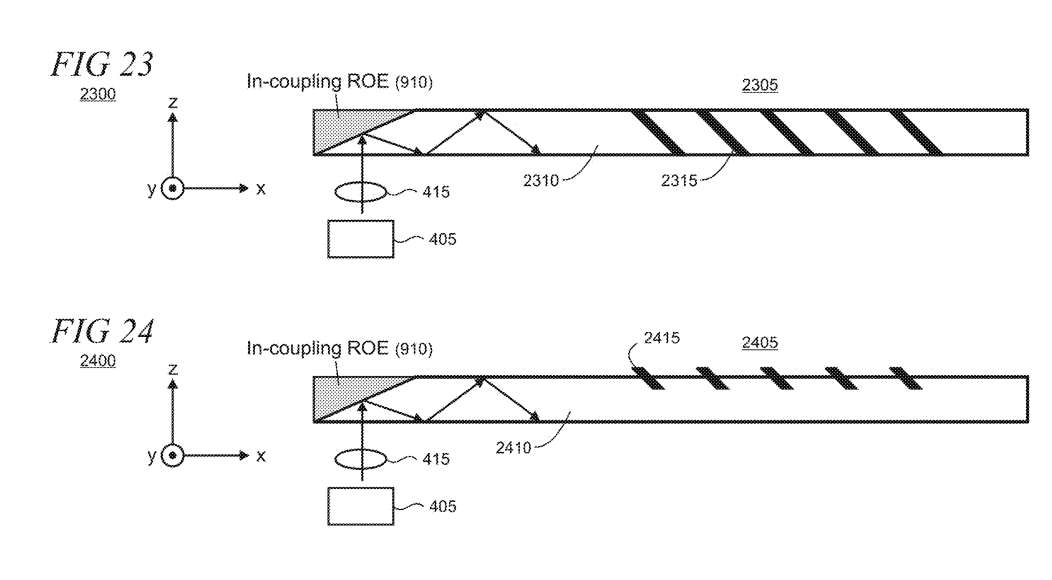
图23是ROE 2300的俯视图,并使用发明所述的塑料反射波导实现。塑料反射波导提供嵌入在平面波导2310中的镜面元件的连接阵列2305。耦入ROE 910使用棱镜实现,棱镜将来自显示引擎405和成像光学元件415的虚拟图像光耦合到波导。图23所示镜面元件的结构和排列一般适用于典型应用中的中间ROE 915(图9)和/或耦出ROE 920。可以使用薄膜涂层来提供部分反射率(即分束功能)来实现单个镜面元件。
图24是ROE 2400的第二个说明性实施例,塑料反射波导提供部分嵌入在平面波导2410中的镜面元件的串联阵列2405。镜面元件可以使用与阵列2305中完全嵌入的镜面元件类似的配置选项来实现(图23)。
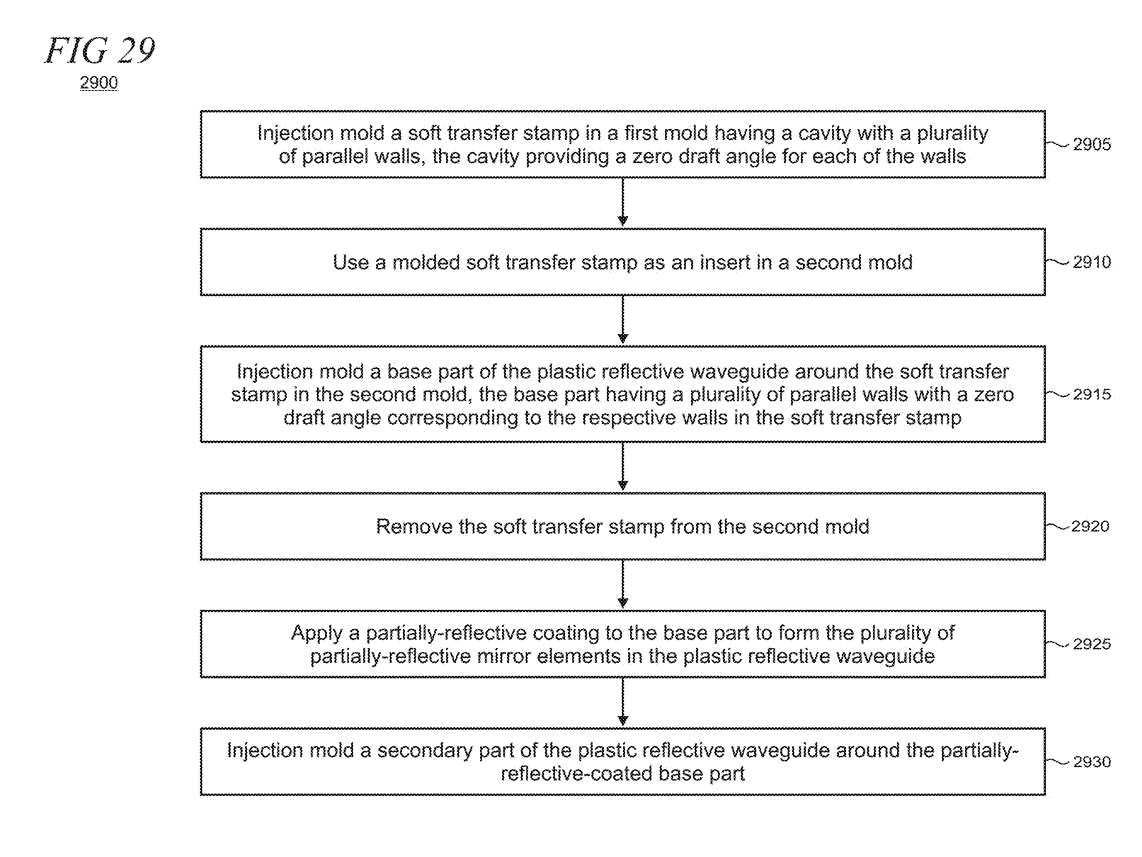
图29示出的流程图用于制造具有多个部分反射镜元件的塑料反射波导。
2905,在具有具有多个平行壁的腔的第一模具中注塑软转移压印模具,所述腔为每个壁提供零牵伸角。
2910,使用模压软转移压印模具作为第二模具中的插入件。
2915,在第二模具中围绕软转移压印模具注塑塑料反射波导的基部,基部具有与软转移压印模具中各自的墙壁相对应的具有零拉伸角的多个平行壁。
2920,从第二模具移除软转移压印模具。
2925,将部分反射涂层涂在底座上,以形成塑料反射波导中的多个部分反射镜元件。
2930,围绕部分反射涂层基件注射成型所述塑料反射波导的第二部分。
相关专利
:
Microsoft Patent | Plastic reflective waveguide manufacturing
名为“Plastic reflective waveguide manufacturing”的
微软专利
申请最初在2023年5月提交,并在日前由美国专利商标局公布。